在復雜的塑膠產品模具設計中,如何高效、可靠地實現帶內螺紋或深腔倒扣特征的脫模,是考驗設計者功力的關鍵。其中,將前模脫螺紋機構與后模斜頂結構相結合的經典方案,在特定產品(如瓶蓋、帶螺紋的殼體等)的模具中應用廣泛,兼具了功能性與經濟性。本文將深入剖析這一復合結構的原理、設計要點及應用場景。
一、 結構原理與工作流程
此復合結構的核心在于分階段、分區域處理不同的脫模障礙。
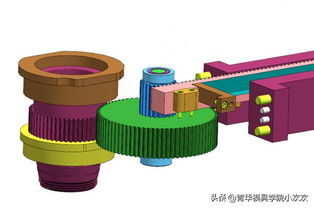
- 前模脫螺紋階段:開模時,注塑機或油馬達通過齒輪傳動,驅動前模內的螺紋型芯旋轉,使產品上的內螺紋與型芯脫離。此過程通常需要保證產品在旋轉時仍由后模的型腔或型芯牢牢抱住,防止產品隨螺紋型芯轉動。
- 主分型與后模斜頂動作階段:螺紋完全脫出后,動、定模主體分開(主分型面打開)。隨著動模繼續后退,注塑機的頂出力或模具自身的開模力驅動斜頂桿,后者在斜孔導向下產生向下的頂出運動與向側方的橫向運動,從而解決產品內側或外側的倒扣(非螺紋區域)的脫模問題,最終將產品完全頂離后模型芯。
二、 設計關鍵要點
- 時序與聯動控制:螺紋脫出與斜頂動作必須有嚴格的先后順序。通常采用機械式或液壓式順序控制機構,確保螺紋完全旋出后,主分型面才能打開,斜頂機構才能開始工作,否則會拉傷螺紋或損壞產品。
- 螺紋型芯的驅動與定位:驅動方式(油缸齒條、液壓馬達、電機等)需根據螺紋圈數、精度和周期選擇。螺紋型芯的端部必須設計精密的軸向定位機構(如軸承與鎖緊螺母),防止其在注射壓力下竄動,影響螺紋精度。
- 斜頂機構的優化:由于后模空間可能因螺紋驅動機構而受限,斜頂的設計需緊湊。需精確計算斜頂角度、行程,并確保其強度與耐磨性(如使用耐磨塊)。斜頂與后模仁的配合間隙需嚴格控制,以防飛邊。
- 產品抱緊力的平衡:設計時必須仔細計算,確保在旋轉脫螺紋時,產品留在后模的抱緊力(可由后模型芯的粗糙度、細小倒扣或真空吸附輔助)大于螺紋旋轉的摩擦力。必要時可在后模設置延遲頂出或預頂機構,在螺紋旋轉末期提供微小助力,確保產品絕對不隨前模轉動。
- 冷卻系統布局:螺紋型芯區域散熱困難,必須設計高效的冷卻回路(如螺旋式水井),與斜頂區域的冷卻系統協調布局,共同保證產品均勻冷卻,減少周期時間與變形。
三、 應用優勢與局限性
優勢:
- 集成化高:一套模具內同時解決了旋轉螺紋和側向倒扣兩大難題,省去了二次加工或后續裝配工序。
- 自動化程度高:適合大批量生產,周期相對穩定。
- 節省成本:相對于制作兩套滑塊或更復雜的液壓機構,此結構通常更為經濟可靠。
局限性:
- 結構復雜,成本較高:對加工精度、裝配調試要求極高。
- 模具厚度增加:前模需容納驅動機構,后模需做斜頂,可能導致模胚加大。
- 維護要求高:齒輪、軸承、斜頂等運動部件需定期保養。
四、 典型應用場景
該結構特別適用于以下類型的產品:
- 帶內螺紋和側壁卡扣的瓶蓋:螺紋脫出后,斜頂處理蓋體內部的防滑齒或密封環槽。
- 化妝品容器:如口紅管、面霜罐,同時具備裝飾螺紋和側凹。
- 工業部件外殼:需要螺紋連接且帶有散熱孔或安裝卡位。
###
前模脫螺紋加后模斜頂的復合結構,是塑膠模具設計中將旋轉脫模與側向抽芯技術巧妙融合的典范。成功應用此結構的關鍵在于深刻理解產品特征、精確計算運動時序與力學關系,并進行精益的細節設計。隨著標準化元件(如標準模架、齒輪箱、液壓缸)的普及和CAE分析工具的進步,這一經典結構的設計與應用正變得更加高效與可靠,持續為復雜塑膠產品的量產提供著優秀的解決方案。